

Fue aquí cuando apareció la idea de dar un salto de nivel y acercarme más a la realidad industrial que se vive hoy día en las empresas que aplican la impresión 3D en su día a día. ¿Qué utilidad pueden llegar a tener estas máquinas en la industria? Pues claramente su aplicación en polímeros no suele ser una de ellas, debido sobre todo a las propiedades finales de las piezas fabricadas con estos materiales. Donde sí puede aplicarse el potencial de esta tecnología es con materiales más utilizados a nivel industrial, como los metales.
Fue aquí donde decidí iniciar mi investigación, durante el verano previo a mi último año de carrera, sobre todo lo relacionado con la fabricación aditiva de metales, y es aquí donde decido dar comenzar con mi objetivo de diseñar desde cero una máquina de fabricación aditiva de metales que quedara «lista para desarrollo», es decir, aquella que, añadiendo pequeños detalles como el cableado y algunos pequeños sistemas auxiliares, estuviera lista para ser fabricada y vendida.
¿Para qué necesita una empresa una máquina de impresión 3D de metales?
La gran problemática que encuentran los ingenieros a la hora de diseñar piezas pequeñas o grandes conjuntos como coches completos o turbinas es que la mayoría de las piezas requieren de una gran cantidad de tiempo extra de diseño para asegurar que dicha pieza pueda fabricarse correctamente, y de forma óptima. Esto además implica, en muchas ocasiones, que algunos modelos con grandes características técnicas no puedan ser fabricados y deban desecharse, pese a tener propiedades muy superiores a la pieza finalmente seleccionada. Todo debe basarse en un equilibrio entre las propiedades de la pieza y el tiempo y facilidad de producción, ¿No?.

Tecnologías actuales en el mercado:
Desde que se liberara la patente en 2014, hace exactamente una década, la tecnología que más ha crecido de impresión 3D ha sido la FDM (Fused Deposition Modeling) al ser la más simple y barata, y poder utilizarse con gran cantidad de polímeros de forma sencilla para cualquier usuario no experimentado. Estas máquinas, sin embargo, no son tan útiles a nivel industrial al tener un abanico de materiales limitado, con características técnicas que, en muchas ocasiones, no son suficiente.
Es por ello que surgen en el mercado industrial un gran número de variantes de fabricación aditiva que, pese a tener el mismo concepto en mente, «añadir capas de material sólido hasta formar una pieza tridimensional», varían entre sí considerablemente. Algunos ejemplos que estuve investigando durante el proyecto son la fabricación aditiva con aglutinante, cuyo principal proyecto lo lleva a cabo la empresa HP; la deposición por deposición directa de energía, algo similar a una «soldadura in situ de material inyectado»; y la fabricación por calentamiento en lecho de polvo, que fue finalmente la que elegí para el proyecto.
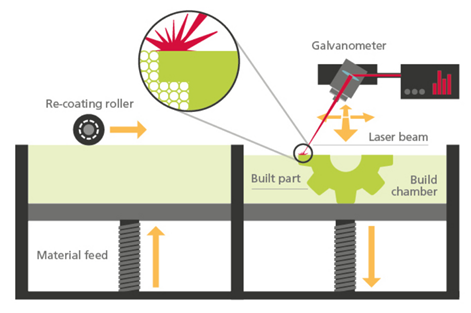
La base de estas máquinas consiste en la deposición de capas de polvo una encima de otra, en las que se calienta de forma selectiva, generalmente mediante un láser, el material requerido para generar la pieza. Así, capa por capa, mediante un barrido de material, se general las estructuras tridimensionales con muy buenas propiedades finales, cercanas en muchas ocasiones a las obtenidas por otros procesos como el mecanizado.
Planteamiento del sistema y diseño base:
Dentro de la fabricación aditiva de calentamiento en lecho de polvo existen diversas tecnologías. En caso de que el polvo se caliente con un láser pero simplemente se sinterice (calentamiento por debajo de su punto de fusión para «cohesionar» las partículas) se conoce como SLS (Selective Laser Sintering). También se puede cambiar la fuente de energía de un láser a una fuente de haz de electrones, pero en este caso la variedad de materiales se reduce considerablemente, al poder ser únicamente materiales muy conductores eléctricos.
De entre todas las opciones, la elegida, por varias razones que expongo en el proyecto, es la SLM (Selective Laser Melting) al tener todas las ventajas de las máquinas SLS pero sin llegar a requerir grandes fuentes de calor posteriores a la fabricación, lo que requeriría no sólo mayor gasto energético sino también grandes hornos de los que no toda industria dispone.
Planteada la tecnología, lo siguiente era hacer varios esquemas sobre cómo debía ser la máquina, qué sistemas principales debía tener y cómo encajaría todos esos grandes bloques en un único conjunto. Comienza la etapa más compleja del trabajo, encajar el gran puzle y crear una máquina coherente, a un coste asequible y totalmente funcional.
Expongo a continuación un pequeño resumen de los sistemas principales de la máquina, suficiente para entender el funcionamiento final del conjunto completo:
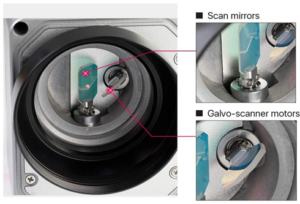
- Sistema láser: es uno de los más importantes y su función es la de generar y dirigir el haz energético en la dirección requerida por el programa, para la pieza a fabricar. Incluye, por tanto, todo lo referido a los espejos móviles, la fuente láser, el cableado, el controlador y otros muchos elementos menores. El tipo de láser elegido fue el láser de fibra, al ser el más adecuado para los materiales a trabajar. Entraron en juego para el diseño del sistema una gran cantidad de variables, que se detallan con más claridad en el proyecto, hasta finalmente elegir el modelo y fabricante de cada uno de los componentes del sistema.










- Sistema de gas inerte: el proceso de fabricación alcanza temperaturas tan elevadas, que una cantidad de oxígeno equivalente a la ambiental produciría grandes oxidaciones en las piezas durante la fabricación. Es por ello que se planteaó el uso de un gas inerte en la zona de fabricación, reduciendo al mínimo el oxígeno disponible y evitando así cualquier oxidación que pudiera darse en la pieza. Se trabajará en este caso con una atmósfera mezcla de argón y aire, aprovechando que el primero queda, por razones de peso específico y temperatura, por debajo siempre del aire, de modo que esto no afecte al enfriamiento y la ventilación planteadas inicialmente. Se plantea también en este punto el sistema de transporte y filtrado del gas.




